第1章 トヨタ式工数低減法
|
第1節 トヨタ式生産システムの基本的な考え方 |
|---|
|
トヨタ式生産システムとは、ムダの徹底的排除によって生産性向上をはかり、もって原価を低減するための一連の活動である。 その根底にある考え方は、あくまでトヨタ自動車の生産性向上のために、長い年月にわたって考えられ到達したものであって、一般的なIE理論を基盤にしているとはいえ、そのまま借用したものではまったくない。 本節では基本的な思想についての、単なる羅列はやめて、トヨタ式生産システムの特徴を列挙することにより、根底にある思想をうきぼりにしたい。  1-1 経営に直結した全社的なIEである。
1-1 経営に直結した全社的なIEである。生産管理方式については、従来からいろいろ述べられているが、どんな製品のどんな工程にも当てはまる「ものの造り方」の公式はない。 したがって、ある会社は一つの製品を、1人で造り、他の会社は2人で造るし、造り方にまったく無関心な会社は3人で造る。 その場合、多分3人で造っている会社は、倉庫、運搬具、パレット、コンベアー、さらには設備まで多い。 そして、これとともに間接人員が増大する。 原価は倍ぐらいになり、利益に大きな差がつく。 この関係を明確にする数字があるわけではないが、現実に数ある企業の中では、これくらいの差はついていると想像される。 しかも、この差は現在だけではない。毎年毎年の投資額にもそのまま影響される。 企画というものはどうしても現状をベースにして立案されるものだからである。 しかも、固定的費用(建屋・装置・機械設備類)は、いったん投資したが最後、跡で不要とわかっても取り返しがつかない。 過剰投資の恐ろしさを考えると、これは企業にとって由々しき問題である。 これを防ぐには、日々あらゆる面で生産の効率化をはかり、工数・設備・機械の原単位をできるだけ小さくし、次の企画の段階に反映させるより手がない。 このように考えてくると、企業経営をおこなう上で、IEは誠に重大な影響力を有している。 IEを十分やっていない企業は、あたかも砂上の楼閣のようなものである。 好況時には立派に見えても、いったん不況になれば台風や地震に見舞われたように、一朝にして瓦解してしまう。 トヨタ式生産システムでは、生産性向上活動をこのように企業経営の中に位置づけしている。 したがって、生産に関係ある全部門が、全体としてもっとも効率的運用をおこなうことができるように、生産方式については、次のような考え方をとっている。  (イ)生産計画は平準化する。
(イ)生産計画は平準化する。最終組立工場だけを考えると、同一種だけをまとめて流すのが効率的に見えるが、前工程のムダが多発する。 (ロ)ロットはできるだけ小さくする。 プレスなどロットで生産する工程においても、できる限り小さくする。 これは在庫がたまり運搬工数が増えるだけではなく、時には優先順位間違えて欠品を起こし、これがプレス能力不足と判断されて、ライン増設にまでつながる恐れがあるからである。 小さなロットで生産しても能力低下を起こさないためには、段取替の改善に力をいれなければならない。 (ハ)必要なものを必要なときに必要なだけ造ることに徹すること これは造りすぎのムダを押さえて、現有の余力をはっきり顕在化させることが目的である。 |
|
1-2 科学的態度 現場では、実際の現象をスタートとし、そこから原因にさかのぼり、これを解決するやり方に徹している。 つまり、現場に関しては、事実をもっとも重視している。 たとえば、どんなにたくさんのデーターを見せても、データからは現場の実際の姿をつかむことはむずかしい。 また不良が出ても、データから知るのでは、その対策が遅れることになる。 そのため、不良の真因がつかめずに。再発防止の対策が効果をあげ得ないこともある。 それよりも、現場の真の姿が的確に把握できるのは、現場、その場であり、不良が出てもすぐその場で押さえることができ、真の原因もつかみやすく、対策も即刻とることができる。  したがって、トヨタ式生産システムでは、現場に関してはデータよりも事実を重視しているのである。
したがって、トヨタ式生産システムでは、現場に関してはデータよりも事実を重視しているのである。問題が起きた場合、原因の突き止め方が不十分であると、対策もピント外れなものとなる。 そこで、なぜ、なぜ、なぜ、と5回繰り返すやり方で、真の原因にまで到達することが必要である。 このやり方を徹底するために、次のような考え方をとっている。 (イ)問題の所在がだれにもわかるようにしておく。 問題がわかれば、対策は比較的やさしい。むしろ、難しいのは何が問題かを見出すことである。このため「かんばん」やストップランプを駆使している。 (ロ)問題解決の目的をはっきりさせる(改善はニーズに基づくこと) 真因を突き止め、これを解決することである。真因の追究が不十分のまま対策することは暫定対策にすぎず、再発防止に結びつかない。 (ハ)一つの不良でも対策する。 たとえ1000回に1回起こっても、そこに事実があれば真因の追究はでき、不良防止の手は打てる。むしろ、頻度の高い不良よりも目に止まりにくいだけに、見過ごさぬよう注意することが肝要である。 |
|
1-3 実践的であること ひとつはその手法が段階的であるということである。目標は高く置いても実施は段階的におこなう。他のひとつは結果を非常に重視することである。 ここから次のような考え方が生まれる。 (イ)作業改善から設備改善へ (第6節で詳述) (ロ)工数と人(口)数、省力化と省人化 計算の上での工数では、0.1とか0.5人工とかいう言い方はできる。しかし、現実にはたとえ0.1人工の仕事でも1人を要する。 したがって、1人分の仕事を0.9人工減らしても、結果としては原価低減にはならない。真の原価低減は、人数(あるいは口数)を減らして初めて達成できる。 だから、工数の改善はあくまでも人数を減らすことに焦点を当てなければならない。 特に自動化装置の導入の際、0.9人工が省力できても、残りの0.1人工(見張りの場合が多い)が残っていると、結果として、金はかけたが、人は減らせなかったということになりかねない。 これを省力化と称していることがときどき見受けられるので、トヨタ式生産システムにおいては、真に原価低減に結びつく人数の低減を省人化と呼んで、省力化と区別している。 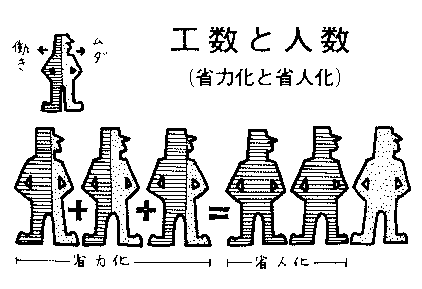 (ハ)自動と自働のちがい
(ハ)自動と自働のちがい(第2章で詳述) (ニ)チェックは反省である。 手をつけた改善が終わるのは、目的どおりの結果が得られたということである。 結果が得られないのは、やりっぱなしの作業の場合が多い。 実施して結果を現場で確認して、まずさを改良し、また確認することの繰返しで、最初の改善はよい結果が得られる。 この意味でチェックとは、単に目を通すことではなく、自分の仕事の反省のことでなければならない。 |
|
1-4 判断基準はすべて経済性 目的は原価の低減である。したがって、すべての考え方の基本には「これが経済的に有利か」というものさしがある。 実際の考え方として、つぎのようなものがある。 (イ)設備の稼働率は生産必要数で決まる。 これは埋没費用の考え方で、買ってしまって設備はフル稼働させなければ損だ、といった間違った考え方に陥らないために、特に強調している。 また、機会の多数台持ちの根底にも、人の作業を中心に見る(機械中心ではない)という考え方が貫かれており、これも同じ理由である。 (詳しくは第2節および第2章で述べる) (ロ)余力があれば段取替の練習をさせる。 定時間内でやる仕事のない作業者は、遊んでいても段取替の練習をしていても給料は同じである。 (詳しくは第2節) 1-5 現場の位置づけが明確である 現場を一個の有機体とみなしている。現場は頭脳を管理部門に預けた手足ではない。 あくまでも、主人公は現場である。したがって工務部は現場の指揮官であってはいけない。 現場の自律作用を重視することこそ大切である。 このため責任が分散したり、情報が不足したり、過多にならないように、工務部は現場の不足部分をバックアップする役割を果たさなければならない。 1-6 変化の即応性を重視する 計画は変わる可能性が多い。大切なことは、計画変更にたいして即応できる体制をもつことであり、これができるほど強い現場である。 |
next